Verfahrenstechnische Prozessoptimierung mit Metall-3D-Druck
Evonik nutzt Metall-3D-Druck zur Optimierung verfahrenstechnischer Prozesse. Durch die Kombination von Strömungssimulation und additiver Fertigung entstehen innovative Bauteile wie Wärmeübertrager, Mischer und Reaktoren mit verbesserten Eigenschaften. Die Technologie verkürzt Entwicklungszeiten und steigert Effizienz sowie Nachhaltigkeit in der chemischen Industrie.
Autoren: Dr. Senada Schaack, Jochen Bott, Evonik Operations
Evonik verbindet Simulation und additive Fertigung für effizientere und nachhaltigere Anlagenkomponenten

Während der 3D-Druck mit Kunststoffen bereits weit verbreitet ist und Drucker für Privatpersonen erschwinglich geworden sind, bleibt der Metall-3D-Druck aufgrund der hohen Anschaffungskosten vorwiegend der Industrie vorbehalten. Die Kompetenzen im Bereich von additiven Manufacturing und deren Integration mit anderen digitalen Technologien, wie bspw. Strömungssimulationen, wurden im Rahmen des Evonik Competence Center SAM 3D entwickelt (Abb. 2). SAM steht für Simulation und Additive Manufacturing, während 3D für Disruptive Digital Design steht.
Mit Hilfe neuer Technologien können Apparate der Verfahrenstechnik neu gedacht werden. Die gewonnenen Designfreiheiten ermöglichen neue Reaktionsführungen mit reduziertem Rohstoff- und Energiebedarf und tragen damit zur Reduktion von unerwünschten Nebenprodukten und CO2-Emissionen bei. Essenziell ist hierbei die Anbindung dieser neuen Technologien an die Betriebe von Evonik sowie an die Forschung und Entwicklung. Durch die Möglichkeit des Rapid Prototypings lassen sich so die Entwicklungszeiten in Projekten erheblich verkürzen. Evonik hat das Potenzial dieser Technologie erkannt und produziert an seinem Standort in Hanau eine Vielzahl von Bauteilen mittels 3D-Druck. Der Einsatz von 3D-Druck wird insbesondere dann in Betracht gezogen, wenn Simulationen im Rahmen der Prozessentwicklung, etwa durch eine CFD-Analyse (Computational Fluid Dynamics) zeigen, dass komplexe Bauteilgeometrien zu verbesserten Strömungsverhältnissen führen und somit Mischungs- oder Wärmeübergänge optimieren können. Zudem bieten sich Vorteile wie Gewichtsreduktion und die Fähigkeit, sehr komplexe Baugruppen als einzelnes Teil herzustellen.
Zu den erfolgreich eingesetzten 3D-gedruckten Bauteilen zählen:
- Strömungsoptimierte Wärmeübertrager: Die strömungsoptimierten Formen im Inneren des Wärmeübertragers sorgen für optimale Wärmeübertragung, sodass deutlich kleinere Baugrößen ermöglicht werden.
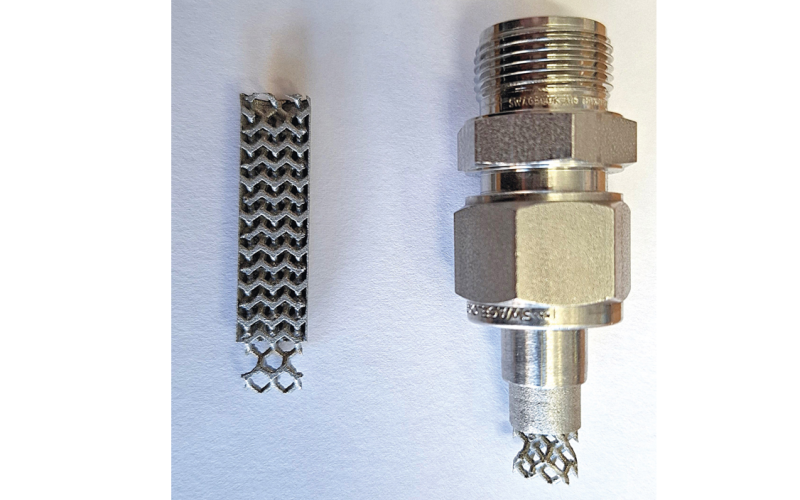
- Statische Mischer: Der statische Mischer wird direkt in der durchströmten Rohrleitung verbaut. Das Design der statischen Mischer wird mithilfe von Strömungssimulationen (CFD) optimiert. Durch Rapid Prototyping und Tests werden die Modelle validiert. Dies ermöglicht eine präzise Anpassung der statischen Mischer an die jeweilige Anwendung (Abb. 3).
- Heizschuhe für Rohrleitungsarmaturen: Diese optimieren die Temperierung des Mediums innerhalb der Armatur.
- Reaktoren mit optimierter Flüssigkeitsströmung: Diese ermöglichen eine Um-satzsteigerung chemischer Reaktionen.
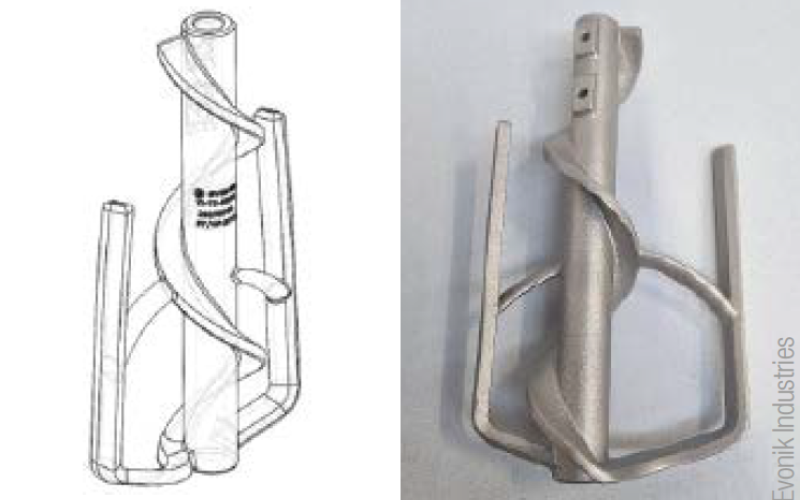
- Sonderrührorgane mit besonderen Eigenschaften: Der in Abbildung 4 dargestellte Rührer zeichnet sich durch komplexe Geometrien, die eine verbesserte Mischleistung bieten, aus.
Von der Idee bis zum gedruckten Bauteil
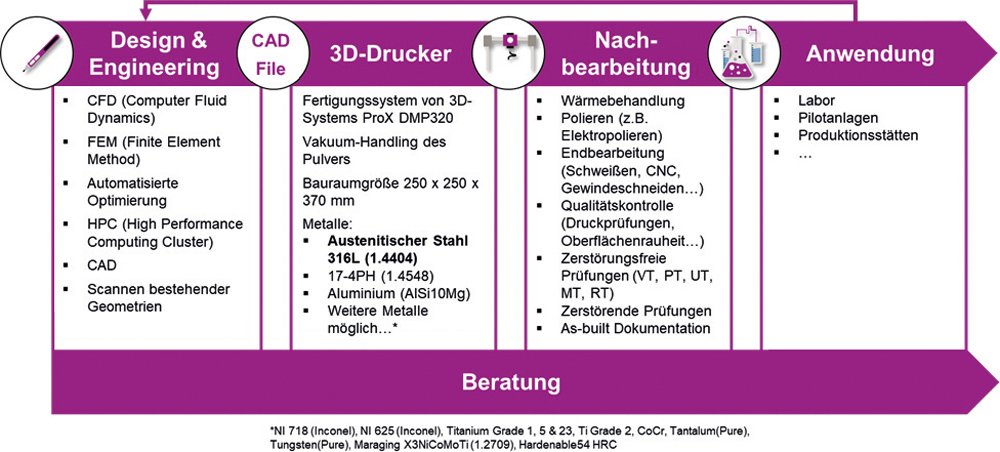
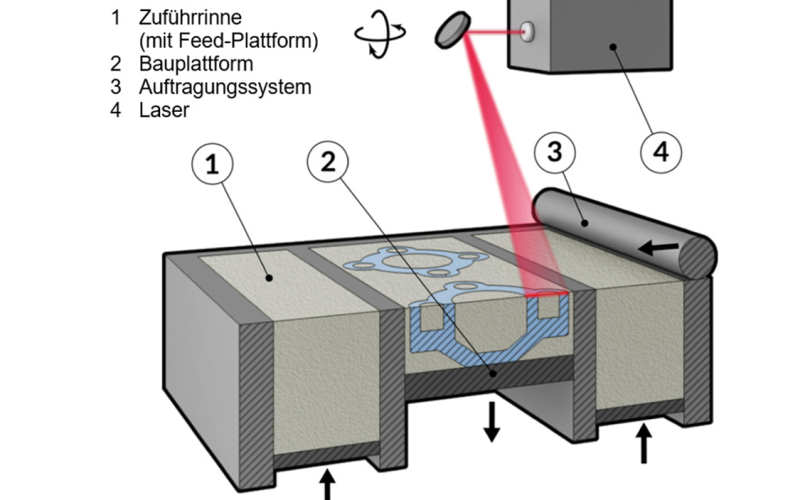
Der Prozess von der Idee bis zur Verwendung eines 3D-gedruckten Bauteils lässt sich in vier Schritte unterteilen (Abb. 5). Zunächst wird die durch Simulationen ermittelte optimale Geometrie in ein druckbares 3D-Modell umgewandelt und mit Hilfe spezieller CAD-Software für den 3D-Druck vorbereitet. Dieses Modell wird an den Drucker übertragen. Bei Evonik kommt ein Verfahren des Direktmetalldrucks zum Einsatz, das die Herstellung sehr komplexer Teile mit höchster Fertigungsgüte ermöglicht. Bei diesem Fertigungsprozess werden die Teile Schicht für Schicht aufgebaut. Lose Metallpulverpartikel werden mit einem Hochpräzisionslaser miteinander verschmolzen. Der Laser wird auf die Pulverpartikel gerichtet, um selektiv nacheinander dünne horizontale Schichten aufzubauen. Jede Schicht hat je nach Einstellung eine Schichtdicke von 30 bis 90 µm. Durch die Verbindung jeder neuen Schicht mit der vorherigen wird mit hoher Fertigungsgüte ein qualitativ hochwertiges Bauteil erzeugt. Da keine spanenden Werkzeuge eingesetzt werden und kein Werkstoff entfernt wird, ist der Materialverbrauch sehr gering. Metallpulver, das nicht verschweißt wird, kann nach dem Druck gesammelt, gesiebt und zu ca. 95 % für einen Folgedruck wiederverwendet werden.
In Abbildung 5 ist der Druckvorgang schematisch dargestellt. Abhängig von der Größe und Komplexität des Bauteils kann der Druckprozess von wenigen Stunden bis zu mehreren Tagen dauern. Der Bauraum des bei Evonik verwendeten Druckers ist auf 250 x 250 x 370 mm begrenzt. Einschränkungen der Baugröße können durch nachgelagerte Schweißprozesse überwunden werden, indem die 3D-gedruckte Bauteile untereinander oder mit konventionell hergestellten Komponenten verbunden werden.
Um die Oberflächenbeschaffenheit zu verbessern, können gängige Polierverfahren eingesetzt werden. Vor der Freigabe zur Anwendung werden diverse Prüfungen durchgeführt, um sicherzustellen, dass die geforderten Materialeigenschaften eingehalten werden. Langjährige Qualitätskontrollen bei Evonik haben gezeigt, dass die Werkstoffeigenschaften von 3D-gedruckten Bauteilen vergleichbar oder sogar besser sind als die von konventionell gefertigten Materialien.
Verwendung 3D-gedruckter Bauteile im Anwendungsbereich der Druckgeräterichtlinie
In verfahrenstechnischen Anlagen müssen die verwendeten Armaturen und Behälter häufig den Anforderungen der Druckgeräterichtlinie 2014/68/EU entsprechen. Um die Vorteile des 3D-Drucks auch in diesem Bereich nutzen zu können, ist eine Zertifizierung der Hersteller von additiv gefertigten Druckgeräten erforderlich. Evonik war eines der ersten Unternehmen, das durch den TÜV Süd eine entsprechende Zertifizierung als Werkstoffhersteller für additiv gefertigte Bauteile als Halbzeuge erhalten hat. Voraussetzung hierfür war ein Qualitätsmanagementsystem nach Anhang I, Absatz 4.3 der Druckgeräterichtlinie 2014/68/EU sowie nach dem Absatz 4.2 der Norm EN 764-5 Prüfbescheinigungen für metallische Werkstoffe und Übereinstimmung mit der Werkstoffspezifikation. Durch jährliche Überwachungsaudits durch die zugelassene Überwachungsstelle ist sichergestellt, dass die hohen Qualitätsansprüche, die erforderlich sind, um ein 3D-gedrucktes drucktragendes Bauteil in Verkehr zu bringen, dauerhaft eingehalten werden.
Im Vergleich zu konventionell hergestellten Druckgeräten müssen bis zur Inverkehrbringung additiv gefertigter Druckgeräte zusätzlich folgende Schritte durchgeführt werden:
- Qualifizierung des Druckverfahrens,
- Erstellung der PMA (PMA steht für „Particular Material Appraisal“ und kann als Einzelgutachten für Werkstoffe verstanden werden),
- Festlegung des Fertigungs- und Prüfplans,
- Beprobung der Begleitproben hinsichtlich der Werkstoffeigenschaften.
Inzwischen konnten erfolgreich mehrere 3D-gedruckte Druckgeräte durch Evonik in Verkehr gebracht werden.
Der Metall-3D-Druck stellt durch die neuen Möglichkeiten in der Bauteilgeometrie und schnelleren Produktionszeiten eine wegweisende Technologie dar, die nicht nur die Effizienz und Nachhaltigkeit in der chemischen Industrie steigert, sondern auch neue Möglichkeiten zur Prozessoptimierung eröffnet.

Autorin: Dr. Senada Schaack
Head of Evonik Competence Center SAM 3D – Simulation & Additive Manufacturing

Autor: Jochen Bott
Head of Special Plant Construction & Technical Conformity Hanau, Evonik Operations












