Sichere Immobilisation von Kraftwerksnebenprodukten
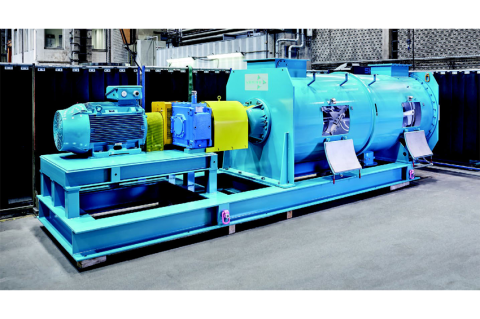
Um diese sicher und sinnvoll aufzubereiten, ist eine homogene Mischung gefragt. Pflugschar-Mischer sind für diese Anwendung seit vielen Jahren im Einsatz.
Beim Verbrennen fossiler Rohstoffen in Kraftwerken entsteht eine ganze Reihe an Nebenprodukten, die bereits seit Jahrzehnten aufbereitet und weiter verwendet werden. Neben REA-Gipsen sind dies vor allem Flugaschen und Schlacken. Solche Produkte stellen für die Industrie wertvolle Baustoffe dar. Sie kommen in der Betonindustrie, im Erd- und Straßenbau oder im Garten- und Landschaftsbau zum Einsatz. Das schont natürliche Ressourcen und entlastet die Umwelt.
Gewinnung von Gips
Der Weg bis zum wiederverwertbaren Produkt wurde seit Jahrzehnten immer wieder optimiert. Um Schwefelverbindungen aus fossil befeuerten Kraftwerken zu entfernen, sind Rauchgasentschwefelungsanlagen – kurz REA genannt – im Einsatz.
Dabei werden die Rauchgase mit Hilfe von flüssiger Kalkmilch in einem Absorberturm besprüht. Das Schwefeldioxid wird dabei gebunden und lässt sich so bis zu über 95 % aus dem Rauchgas entfernen. Die anschließend zugeführte Luft oxidiert das Gemisch zu Gips. Dieser ist qualitativ vergleichbar mit Gips, der aus natürlichem Gipsstein oder Anhydrit gewonnen wurde. Auf diese Weise werden in den deutschen Stein- und Braunkohlekraftwerken pro Jahr bis zu 7 Mio. t REA-Gips produziert, der fast vollständig in der Bauwirtschaft eingesetzt wird. Der Gips dient in der Zementherstellung als Erstarrungsregler oder als Rohstoff für die Herstellung von Gipsplatten.
Um die Handhabung zu erleichtern, wird der entwässerte Gips meistens mit im Kraftwerk anfallender Flug- und Bettasche vermischt, sodass ein transportfähiges und ausreagiertes Stabilisat entsteht.
Auch die Flugaschen selbst sind ein wichtiges Nebenprodukt. Etwa drei Viertel der produzierten Mengen der Steinkohlenflugasche sind nach DIN EN 450-1 „Flugasche im Beton“ zertifiziert und haben eine bauaufsichtliche Umweltzulassung. So verfügen insbesondere Steinkohleflugaschen über puzzolanische Eigenschaften, die sie für die Zement- und Betonindustrie als Ersatzmaterial für Klinker bzw. Zement interessant machen. So wirken Flugaschen im Frischbeton zum einen als Verflüssiger, wodurch sich der Beton besser verarbeiten lässt. Gleichzeitig füllen die Partikel der Flugasche die Hohlräume im Beton aus, was dessen Druckfestigkeit erhöht. Das verbleibende Viertel wird im Bergbau, im Erd- und Straßenbau, bei der Zementherstellung und für andere Zwecke eingesetzt.
Flugaschen stabilisieren
Dagegen werden Braunkohleflugaschen fast ausschließlich deponiert. Hier verhindert der hohe Sulfat- und Freikalk-Gehalt sowie die inhomogenen Qualitäten der Braunkohleflugaschen den Einsatz als Zuschlagstoff im Zement oder Beton. Dennoch müssen auch diese Aschen stabilisiert werden, bevor sie sicher in der Deponie gelagert werden können. Hier zählen mechanische Eigenschaften, die Wasserpermeabilität oder die Auslaugbarkeit.
Immobilisation gewünscht
Unabhängig davon, ob Gips stabilisiert, Flugasche deponiert oder weiterverarbeitet wird. Mischsysteme von Lödige sind bei der Aufbereitung von all diesen Kraftwerksnebenprodukten im Einsatz.
So werden REA-Gipssuspensionen mit Flugaschen aus der Steinkohleverbrennung im dafür ausgelegten Pflugschar-Mischer homogen vermischt, um die puzzolanischen Eigenschaften zu nutzen. Hier ist eine sehr gleichmäßige Vermischung notwendig, damit es später nicht zu Qualitätseinbußen kommt.
Bei Flugaschen aus der Braunkohleverbrennung müssen insbesondere schadstoffhaltige Anteile stabilisiert und immobilisiert werden. Dabei geht es um ein genaues Einstellen der Rezeptur, damit ein endlagerungsfähiger Feststoff entsteht. Denn auch hier bildet die Diffusion der Gipssuspensionspartikel in das in der Flugasche enthaltene oder hinzugefügte Calciumoxid die Grundlage für die alkalische Verfestigungsreaktion, ähnlich der Zementerhärtung. Auf diese Weise werden die löslichen, schadstoffhaltigen Anteile der Ausgangsmaterialien in neugebildete Mineralphasen eingebaut. Sobald diese Phasen nur noch eine geringe Löslichkeit aufweisen, spricht man von einem dauerhaften Einschluss und damit von einer Immobilisation. Die Qualität der Stabilisate hängt von den Eigenschaften der Flugasche und der Dosierqualität der Anlage ab, aber auch von den Mischungsverhältnissen und der Mischungsqualität.
Dreidimensionale Bewegung
Hier können die Pflugschar-Mischer, die nach dem Schleuder- und Wirbelverfahren arbeiten, besonders punkten. Deren intensive Zwangsmischung sorgt für eine gute Durchmischung und hohe Mischgüte. Der Mischer ist auch im kontinuierlichen Betrieb einsetzbar, womit sich hohe Durchsatzleistungen erzielen lassen. Diese sind variable und abhängig von Verweilzeit, Füllgrad und Komponenteneigenschaften.
Für die gute Durchmischung rotieren in einer horizontalen, zylindrischen Trommel nach an der Mischerwand Pflugschar-Schaufeln. Ihre Umfangsgeschwindigkeit und geometrische Form sind so konstruiert, dass sie die Mischkomponenten gegen die Gravitationskraft aus dem Produktbett radial in den freien Mischraum schleudern und gleichzeitig in axialer Richtung bewegen. Größe, Anzahl, Positionierung, Form und Umfangsgeschwindigkeit der Elemente sind dabei so aufeinander abgestimmt, dass sie die Komponenten beim Mischvorgang in eine dreidimensionale Bewegung versetzen. Über die Schaufelform wird zusätzlich ein Sog für die Partikel weg von der Trommelwand erzeugt – die sogenannte Abhebung.
Die mechanisch erzeugte Wirbelschicht vereinzelt die Partikel vor allem im Kopfraum des Mischers. Die Oberflächen der einzelnen Partikel stehen deshalb für den Kontakt mit Flüssigkeiten optimal zur Verfügung, was deren homogene, klumpenfreie Zumischung und Verteilung häufig erst ermöglicht.
Dabei sind die Mischelemente so ausgeformt und angeordnet, dass sowohl ein sicherer Produkttransport aber auch eine ausreichende Rückvermischung gewährleistet wird. Dieses so erzeugte mechanische Wirbelbett bewirkt unter ständiger Erfassung der gesamten Mischgutmenge die intensivste Vermischung selbst bei hohen Mischgutdurchsätzen und kurzen Verweilzeiten. Anschließend verlässt das fertige Mischgut über die Entleeröffnung den Mischer.
Passt sich dem Prozess an
Die Tauglichkeit der Mischer hat sich bereits mit vielen Mischern und Anlagen zur Stabilisaterzeugung von Kraftwerksnebenprodukten gezeigt. Anwendungsspezifische Gestaltung der Mischwerkzeuge und Anpassungen der Mischwerkswellen-Drehzahl erlauben hier einen sehr flexiblen Einsatzbereich des Mischsystems. Da Flugaschen als besonders abrasiv gelten, kommt bspw. der Mischer hier in einer Heavy-Duty-Ausführung zum Einsatz. Sehr häufig wird im Übrigen nicht nur der Mischer geliefert, sondern vielfach ein Komplettpaket, das außerdem die Dosiertechnik, die Brüdenbehandlung und die Messtechnik einschließt.
Der Autor
Bastian Tigges, Gebr. Lödige Maschinenbau