Wasserstoff als Schutzgas sicher abdichten
In Bandverzinkungs- und Kontiglühanlagen in Kaltwalzwerken ist eine besonders hohe Dichtheit gefragt, um die in bestimmten Abschnitten des Glühofens vorhandene Schutzgasatmosphäre aus Wasserstoff und Stickstoff sicher abzudichten.
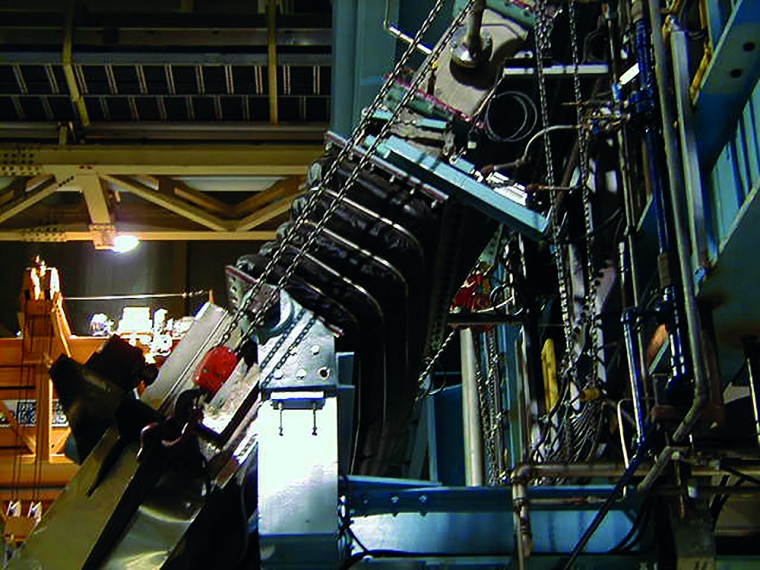
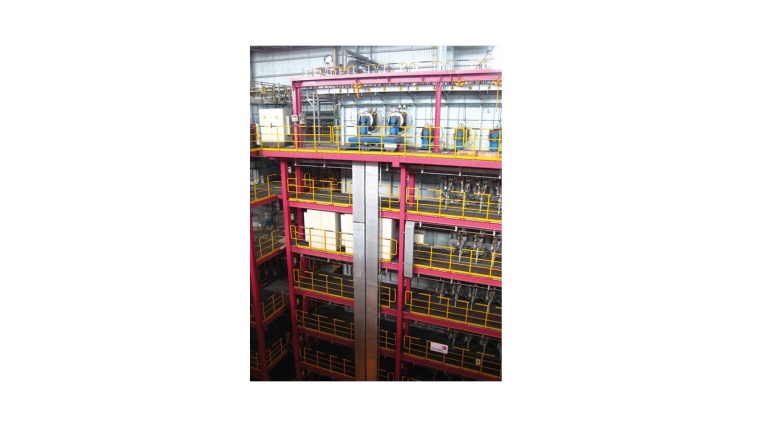
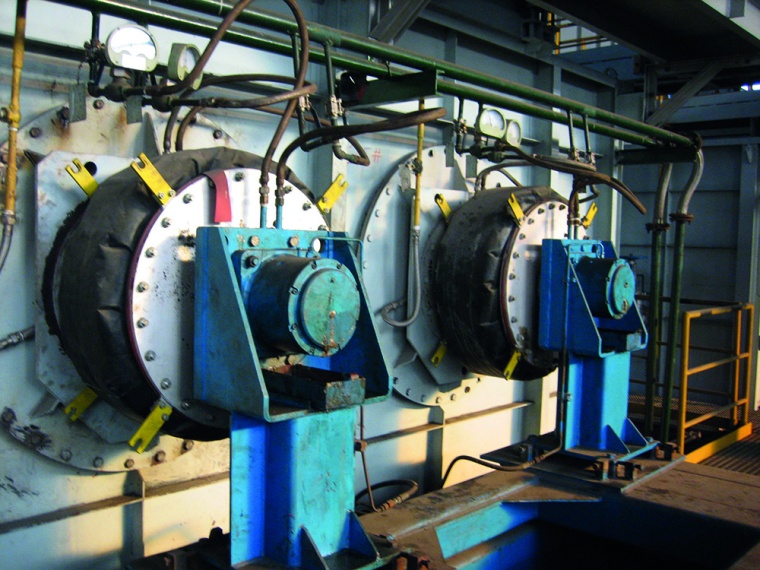
In kontinuierlichen Glühanlagen werden vorgewalzte Bleche weiterbehandelt. Mit einer gezielten Gefügeumwandlung durch Glühen und Abkühlen der Blechbänder lassen sich spezielle Materialeigenschaften erzeugen – ein Prozess, der kontinuierlich Tag und Nacht läuft. Diese Art von Blechen findet bspw. Verwendung als Tiefziehbleche für Karosserieteile in der Automobilindustrie, im Bereich Home Appliance, also für Abdeckungen von Waschmaschinen oder Trocknern, aber auch in der Bauindustrie, um z.B. Profile für Schnellbauwände zu erstellen. In sogenannten Coils (= Spulen) werden die Bänder angeliefert und laufen ausgewickelt durch die gesamte ca. 150 m lange Glühanlage, bis sie am Ende wieder als Coils aufgewickelt werden. Dabei müssen sie stets optimal ausgerichtet sein, damit sie zentrisch durch den Ofen laufen. Dafür zuständig sind Steuerrollen, über die die Blechbänder geführt und umgelenkt werden. In der Regel handelt es sich um Vertikalöfen, die zum Umlenken wesentlich mehr Steuerrollen enthalten als Horizontalöfen, in denen die Bleche nahezu eben durchlaufen. Die Steuerrollen sind jeweils mit einem Paar Gewebekompensatoren bestückt, um diese Rollenbewegungen zum Lenken der Bänder auszugleichen, die lateral teilweise 200 bis 250 mm betragen können.
Nekaldicht gemäß RAL-Qualitätsprüfung
Die Kompensatoren fungieren hier nicht wie oft üblich als Teil einer Rohrleitung, durch die ein Medium hindurchfließt, sondern sie sind eine flexible Abdichtung nach außen bei einer mehr oder minder stehenden Atmosphäre im Inneren des Ofens.
Herausfordernd sind neben den hohen Temperaturen im Bereich des Kompensators die beengten Einbauverhältnisse sowie seine komplexe Geometrie und Faltengebung. Ihn gasdicht zu verbauen, gelingt nur dann, wenn das Lager samt Lagerschild auf beiden Seiten der Rollen gezogen wird, um den in der Werkstatt gefertigten und auf Dichtheit geprüften Kompensator aufstecken und diesen mit der Ofenwand auf der einen und dem Lagerschild auf der anderen Seite verschrauben zu können.
Ein Qualitätskriterium für die Dichtheit der Kompensatoren ist die nach der RAL Gütegemeinschaft Weichstoff-Kompensatoren – deren Mitglied Frenzelit ist – definierte Nekaldichtheit, die die Steuerrollenkompensatoren voll erfüllen. Dabei handelt es sich um ein qualitatives Prüfverfahren, bei dem Leckagen durch eine Blasenmethode mittels schaumbildender Nekal-Flüssigkeit festgestellt werden können.
Doppelkompensator bei höherem Wasserstoffsanteil
Ein weiterer Bereich der Kontiglüh- oder Bandverzinkungsanlagen, in dem Frenzelit-Kompensatoren zum Einsatz kommen, ist die Schnellkühlstrecke (Rapid Cooling). Es handelt sich um Doppelkompensatoren, die hier einen deutlich höheren Wasserstoffanteil innerhalb der Schutzgasatmosphäre abdichten müssen, während der H2-Anteil im oben beschriebenen Ofenbereich der Steuerungsrollen höchstens 5 bis
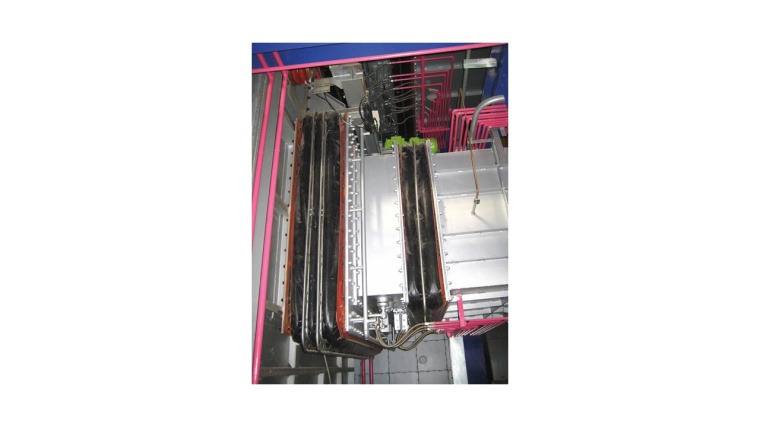
Doppelkompensator bei höherem Wasserstoffsanteil
Ein weiterer Bereich der Kontiglüh- oder Bandverzinkungsanlagen, in dem Frenzelit-Kompensatoren zum Einsatz kommen, ist die Schnellkühlstrecke (Rapid Cooling). Es handelt sich um Doppelkompensatoren, die hier einen deutlich höheren Wasserstoffanteil innerhalb der Schutzgasatmosphäre abdichten müssen, während der H2-Anteil im oben beschriebenen Ofenbereich der Steuerungsrollen höchstens 5 bis 15 % beträgt. Da Leckagen in der Schnellkühlstrecke infolge des höheren Wasserstoffanteils im Gas noch gravierendere Folgen haben können, wenn über die Zeit Medium austritt und sich anderweitig anreichert, müssen die Kompensatoren mehr leisten und für noch mehr Prozesssicherheit sorgen. Aus diesem Grund bietet Frenzelit Lösungen mit Doppelkompensatoren, einem inneren Metall- oder Gewebekompensator und einem äußeren Gewebekompensator. Der Innenkompensator schirmt den höheren Wasserstoffanteil ab. Zwischen den Kompensatoren herrscht ein leichter Überdruck, um den Sauerstoff aus dem System herauszuhalten, sodass von außen keine Umgebungsluft eindringen und den Prozess durch oxidierende Reaktionen stören kann. Der Innenraum, der zwischen den zwei Kompensatoren entsteht, wird mit Stickstoff gespült. Sollte durch eine Leckage Stickstoff nach außen dringen, bedeutet das keine größere Gefahr im Gegensatz zu Wasserstoff. Das gleiche gilt, wenn Stickstoff nach innen eindringen sollte, was sich weniger negativ auf den Prozess auswirkt als Sauerstoff.
Die Doppelkompensator-Lösung erfordert eine hohe Designkompetenz, damit die Funktionalität langfristig gewährleistet ist. Frenzelit stimmt die Falten-Geometrie der beiden Gewebekompensatoren genau aufeinander ab, damit sie ineinandergreifen können, ohne sich zu behindern. Zudem sind Verstärkungen in Form von Rohrringen nötig, um ein Kollabieren oder Aufblähen bestimmter Materialien zu verhindern.
Königsklasse Snout Bellows
Die Königsklasse der Kompensatoren, die ausschließlich in Bandverzinkungsanlagen eingesetzt werden, sind die sogenannten Snout Bellows (Snout = Schnauze, Bellows = Balg), die vor dem Zinkbad positioniert sind. Wenn das Blech den Ofen verlässt, läuft es in eine Art Schnauze oder Düse hinein und die Düse taucht mit dem durchlaufenden Blech in das flüssige Zink ein. Die eingetauchte Düse gewährleistet Sauerstoffausschluss und verhindert einen Austritt der Schutzgasatmosphäre. Auf der anderen Seite taucht das Blech wieder auf und wird senkrecht nach oben gezogen. An dieser Stelle wird überschüssiges Zink mit sogenannten Air-Knives (Luftmessern) abgeblasen, um eine gewünschte Beschichtungsdicke zu erreichen. Beim senkrechten Aufstieg kühlt das Blech mit dem Zink dann bereits ab.
Der Kompensator ist nun die Verbindung zwischen dieser auf einem schrägen Bock gelagerten Snout und dem festen Ofenausgang. Um das Zinkbad regelmäßig zu erneuern, muss die Düse im Heißzustand weit zurückgezogen werden. Diese Bewegung von ca. 400 bis zu 1.400 mm gleicht der Kompensator aus, damit die ganze Konstruktion nicht jedes Mal komplett auseinandergebaut werden muss.
Ein solch komplexer Kompensator besteht aus zehn bis zwölf Gewebelagen, darunter Gewebeisolierlagen sowie bestimmte Dichtlagen. So ist er widerstandsfähig gegenüber den hohen Anwendungstemperaturen von ca. 400 bis 650 °C, die in den Ofenbereichen rund um den Kompensator auftreten können. Seine hohe Dichtheit erhält der Kompensator abgesehen von der Kombination der verschiedenen Gewebematerialien durch spezielle Fügeverfahren. Zudem liefert Frenzelit in der Regel auch komplett die zur Montage nötigen Stahlteile, sodass ein einbaufertiger Kompensator vorliegt und vor Ort nur noch die Flansche zu verschrauben sind. Unter diesen Voraussetzungen können sämtliche der drei vorgestellten Kompensatorvarianten zwischen 6 und 15 Jahren im Einsatz sein, je nach Anwendung, Belastung und Pflege des Bauteils.
Autorin:
 Michaela Wassenberg, freie Journalistin
Michaela Wassenberg, freie Journalistin
Nachgefragt
 Stefan Puchtler, Frenzelit
Stefan Puchtler, Frenzelit
Würden Sie sagen, dass die Dichtheitsanforderungen an Kompensatoren und andere Dichtungsmaterialien weiter zunehmen?
Stefan Puchtler: Die Dichtheitsanforderungen an unsere Kompensatoren gerade in der Stahlverarbeitung waren schon immer hoch, da Wasserstoff ein übliches Schutzgas in vielen Prozessen ist – häufig in Verbindung mit Stickstoff. Jedoch steigen vor allem in Ländern, in denen bisher der Fokus nur auf Wirtschaftlichkeit lag, auch die Anforderungen an die Prozesssicherheit, Vorschriften werden verschärft und auch der Kostendruck steigt. Wenn Dichtheitsvoraussetzungen dann nicht adäquat eingehalten werden können, kommen teilweise abenteuerliche Lösungen zum Einsatz.
Inwiefern? Haben Sie ein Beispiel?
S. Puchtler: Ich habe in Indien und auch China schon Kompensatoren gesehen, die nicht dicht genug waren. Damit keine Gefahr durch austretenden Wasserstoff entstehen konnte, wurden riesige Gebläse aufgestellt, um den austretenden Wasserstoff weitflächig zu verteilen. Das kann keine Lösung für die Beseitigung einer Leckage sein!
Was empfehlen Sie Anlagenbauern und Betreibern, um ihre Anlagen für die H2-Prozesse dichter zu gestalten? Denn Sie betreuen nicht nur Neubauanlagen für OEMs, sondern auch Retrofit-Projekte bei Endkunden?
S. Puchtler: Richtig. Bei Modernisierungsprojekten – das können auch Konstruktionen anderer Hersteller sein – prüfen wir zunächst die Einbaulage vor Ort und geben eine klare Einschätzung ab, was möglich ist und was nicht. Das heißt wo Umbauten nötig sind, Flansche modifiziert werden müssen, eine Doppelkompensator-Lösung tragfähiger ist als die bisherige etc. Nach unserer Erfahrung entsteht Leckage im Übrigen sehr häufig an der Flanschverbindung, seltener im Balgbereich. Voraussetzung hierfür ist jedoch das korrekte Design des Herstellers.
Unser Anspruch ist es, in Notfällen prompt mit unseren Auftraggebern weltweit zu kommunizieren und die Situation möglichst auch vor Ort zu begutachten und kurzfristig einen Ersatzkompensator zu bauen und zu liefern. Schließlich geht es hierbei um die Anlagenverfügbarkeit, die bares Geld bedeutet. Flexibilität gehört für uns in diesem Bereich einfach dazu. Bei Fremdinstallationen ist der Zeitaufwand inklusive Beurteilung und Neudesign etwas höher, aber gerne machen wir Firmen hier auch ein zeitnahes Angebot.