Partikeleigenschaften in Elektrodenmaterialien
Die Batterieleistung hängt signifikant von den Eigenschaften der kleinen Partikel im Submikro- und Mikrometerbereich und ihrer Mikrostruktur ab. In der Produktion von Lithium-Ionen-Batterien haben sich Verfahren wie Trockenmischen und Dispergieren, Beschichten und Trocknen und Kalandrieren etabliert. Jeder verfahrenstechnische Schritt trägt zur Leistungsfähigkeit der Batterie bei. Neue Verfahren wie das lösungsmittelfreie Trockenbeschichten können die Produktionskosten senken oder die Nutzung neuer zukunftsträchtiger Materialien ermöglichen.
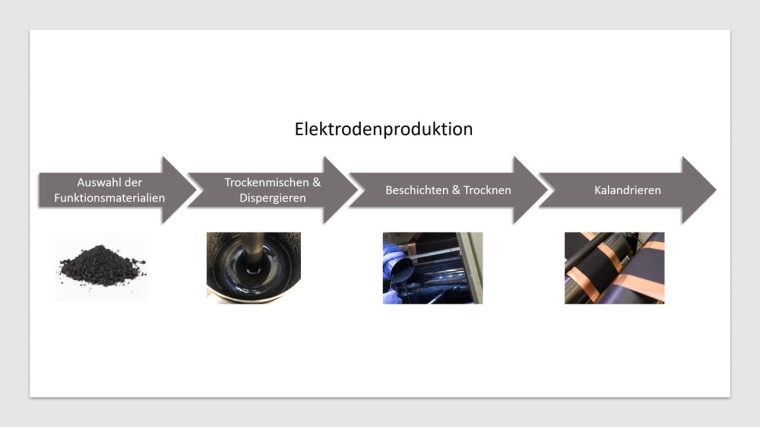
v.l. © Marisol Glasserman TU Braunschweig; © Marcella Horst, TU Braunschweig; © Marisol Glasserman, TU Braunschweig; © Ulrich Pucknat, Pucknat Pictures
Weiterlesen mit Login
Noch nicht registriert?
Registrieren Sie sich jetzt kostenfrei und Sie erhalten vollen Zugriff auf alle exklusiven Beiträge. Mit unserem Newsletter senden wir Ihnen Top-Meldungen aus der Chemie-, Pharma-, Biotech-, Lebensmittel- sowie Batterie- und Halbleiterindustrie und rund um die Themen Reinraum, Hygiene und Steriltechnik. Außerdem erhalten Sie regelmäßig Zugriff auf die aktuellen E-paper.
RegistrierenAnbieter
Technische Universität BraunschweigBeethovenstr. 55
38106 Braunschweig
Deutschland







Meist gelesen
Deutschlands CCUS-Strategie: Präzise Messtechnik als Schlüssel für sichere CO₂-Prozesse
Mit der KSpG-Novelle schafft Deutschland den Rahmen für CCUS im industriellen Maßstab. Präzise Mess- und Analysetechnik wird dabei zentral, um CO₂-Abscheidung, Transport und Speicherung sicher und effizient zu steuern.

Industrie 2026: Acht Trends für Produktion und Wartung
KI, vernetzte Arbeitskräfte und neue Rollen prägen die Industrie 2026. Acht Trends zeigen, wie sich Produktion und Wartung verändern – und welche Aufgaben Unternehmen jetzt angehen müssen.
16. Jahrestreffen der Betriebsingenieure: Digitalisierung, Schadensbilder und Energieeffizienz im Fokus
Das Jahrestreffen beleuchtete digitale Lösungen, modulare Anlagen, Schadensmechanismen und Energieeffizienz. Beiträge aus Industrie und Prüfung boten Einblicke in aktuelle Herausforderungen und technische Ansätze.

Neue EU GMP-Leitfäden regulieren KI-Einsatz in der Pharmaindustrie
Die EU GMP-Entwürfe zu Anhang 11, 22 und Kapitel 4 regulieren erstmals KI-Anwendungen in der Pharmaproduktion. Statische Modelle und Human-in-the-loop-Prinzip stehen im Fokus der neuen Anforderungen.

Wasserstoffmarkt treibt Nachfrage nach Armaturen und neuen Ventiltechnologien
Der Ausbau des Wasserstoffmarkts steigert die Nachfrage nach Armaturen. Neue Projekte und steigende Effizienzanforderungen fördern die Entwicklung robuster, digitaler Ventiltechnologien.